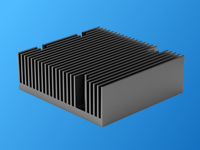
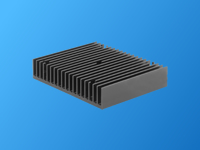
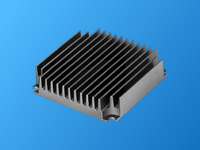
由于铝制插片钎焊散热器是采用板材制作的散热片和基板,然后用钎焊的方法焊接在一路,工艺简单,其散热片的厚度、数量相对比较灵活,相同体积下其散热面积要远远大于型材散热器。
1、在试模和正常生产过程中,铝棒加热温度要保障在480-520℃之间。
2、模具加热温度按惯例模具温度,控制在480℃摆布,直径200mm以下的平模保温时间不得少于2小时,若是是分流模保温在3小时以上;插片散热器直径大于200mm以上的模具保温4-6小时,以保障模具芯部温度与外部温度的均匀。
3、在试模或生产前,必须用清缸垫清算干净盛锭筒内胆,并查看挤压机空运行是不是正常。
4、试模或刚开始生产时,挤压机主动档关掉,各段开关归零位。从最小压力开始逐步的起压,出料概况3-5分钟,铝填充过程时重要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,个别80-120Kg/cm2可以出料,往后才可逐步的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
5、模具在试模或生产过程中,如发现堵模、偏齿、快慢误差太大等现象时要马上停机,并以点退的方法卸模,防止模具报废。
6、在试模或生产过程中,出料口必须畅达,垫支或夹具松劲遵守出料景象公道掌控。随时视察发现异常景象,实时措置,该停机时要立即停机。
7、矫直过程中,要认真检测前后转变,独霸标准,用力适度,严保产物质量。
8、遵守生产计划单请求公道定尺,锯切时,锯齿进料速度不能太快,防止打伤端头,端头必须钳正,去掉飞边和毛刺。
9、装筐要标准,搜罗垫条要摆放公道,防止损伤型材。
10、插片散热器温度控制在190±5℃,保温2.5-4小时,出炉掉队行风冷。
11、试模前,必须调剂好挤压核心,挤压轴、盛锭筒和模座出料口在一条核心线上。
12、对于高密齿和舌比大的模具试模时,第一支铝棒必须是150-200mm的短铝棒或纯铝棒。
德瑞电子研制生产的
电子散热器系列化产品,广泛适用于交直流、稳压开关、通讯、净化、交频、逆变等各种电源领域,以及日光灯电子镇流器、音响设备、功放电路、打结刀、自动控制仪表、电子产品领域。
合理的选择和正确的使用型材散热器元件,是满足电子产品设计指标的要求,也是提高功率器件使用寿命的组成部分。
随着科学技术的飞速发展,使得元器件的功率不断增加,体积逐步缩小,热流密度急骤上升。因此解决它的冷却问题极为重要,合理地选择和正确地使用插片散热器元件,是提高功率器的使用寿命,改善整机的装配指标显示出极大的优越性。